- 冠古磁力拋光機去除金屬高溫氧化色
- 磁力拋光機實測:鋁制散熱器拋光去毛刺效果顯著
- 冠古磁力拋光機:不止于金屬表面處理的神器
- 磁力拋光機安全操作規程
- 磁力拋光機專注于復雜形狀金屬工件拋光
- 磁力拋光機簡直就是去毛刺的神器
異形孔去毛刺效果圖
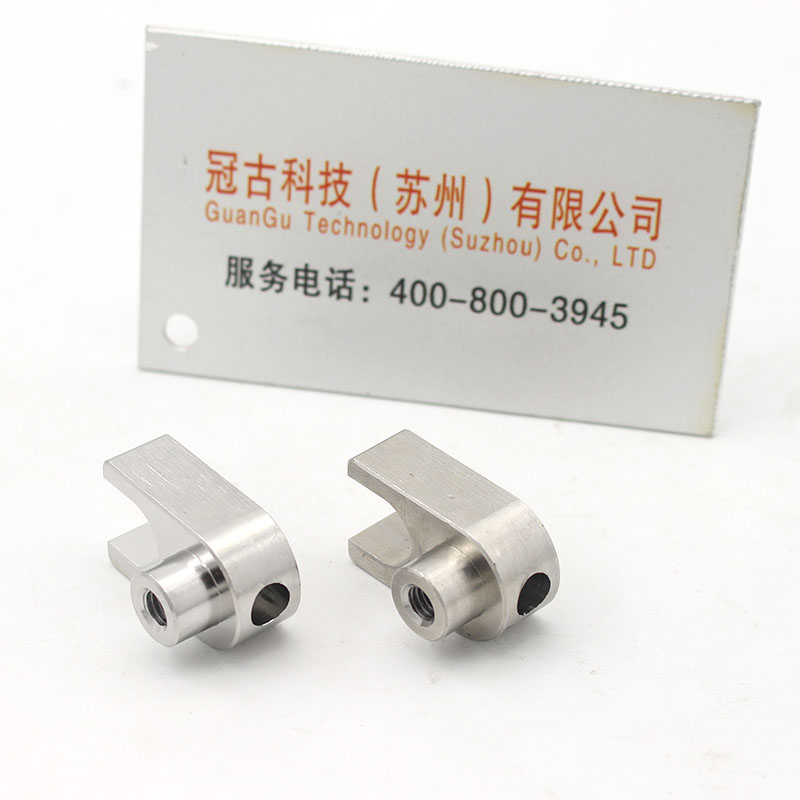
形狀復雜、不規則的異形孔零件,CNC加工的數控銑、數控車和電火花切割線技術,通過數控機床改編G代碼人工編程,就可以實現精密的批量生產,但面對機械加工中表面產生毛刺的問題,也進一步會影響產品的加工和使用。該怎么解決呢?
異形孔去毛刺效果圖,,在拋光之前,異形孔表面有小毛刺且顏色暗沉,用磁力拋光機研磨后,不僅沒有毛刺且提高零件亮度。




磁力拋光機操作的關鍵是要設法得到的拋光速率,以便盡快除去磨光時產生的損傷層。同時也要使拋光損傷層不會影響最終觀察到的組織,即不會造成假組織。前者要求使用較粗的磨料,以保證大的拋光速率來去除磨光的損傷層,但拋光損傷層也較深;后者要求使用的材料,使拋光損傷層較淺,但拋光速率低。解決這個矛盾的的辦法就是把拋光分為兩個階段進行。粗拋目的是去除磨光損傷層,這一階段應具有的拋光速率,粗拋形成的表層損傷是次要的考慮,不過也應當盡可能小;其次是精拋(或稱終拋),其目的是去除粗拋產生的表層損傷,使拋光損傷減到。拋光機拋光時,試樣磨面與拋光盤應平行并均勻地輕壓在拋光盤上。
磁力研磨機雖然功能強大但也不是適合所有工廠的。在不同的制造行業,需要配置相對應的機器。對于產量要求比較大的工廠。要做到合理的分配加工工序。根據每一道工序,做具體的研磨安排。
磁力拋光機水位調節:
理論上,磁力拋光機在研磨拋光時候,水少可以節省拋光液,有便以拋光工件的往下的壓力(水有浮力),建議在工件個體大,輕的時候.水盡量少.對于實芯工件,重,的時候,建議水可以適當加多,有利益工件的上浮。
磁針的選擇主要是根據您的產品外觀的質量標準是怎樣的,鋼針越粗研磨時間相對來講會短一些,但是表面會比較粗一些。相反、鋼針比較細的研磨時間會長一些,如果您的工件死角比較多,細的鋼針就研磨得到位一些。相對來講研磨出來的表面會光滑一些,手感會好一些。
-
2022-12-01種植體表面處理新型技術是什么?
-
2022-10-14不銹鋼沖壓件去毛刺